░▓ŲĮ┐hŠ░Ē×õōĖ±░ÕÅS
╚½ć°Ę■䚤ߊĆ
15297651112





ÅSā╚╝ė╣ż╣ż╦ć
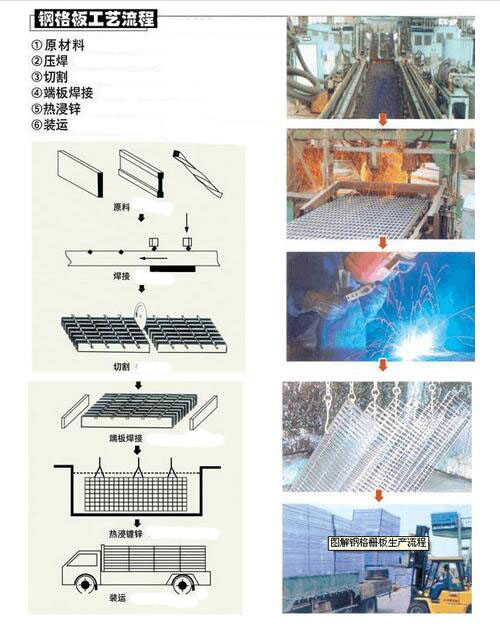
1.įŁ▓─┴Ž
▒Š╣ż│╠╦∙ė├õōĖ±¢┼░Õ▓╔ė├32mmīÆĪó5mm║±Q235B▒ŌõōŻ¼ķgŠÓ×ķ30mmĪŻÖMŚUķgŠÓ×ķ100mmĪŻ
2.ē║║Ė
Ė±¢┼░ÕĄ─║ĖĮė×ķÖCąĄē║║ĖŻ¼ę╗░ŃüĒšfÖCŲ„ē║║Ė╩╣ė├Ė▀ē║ļŖūĶē║║ĖÖCŻ¼ÖCąĄ╩ųūįäėīóÖMŚUÖMĘ┼į┌Š∙ä“┼┼┴ąĄ─▒Ōõō╔ŽŻ¼═©▀^ÅŖ┤¾Ą─ļŖ║Ė╣”┬╩║═ę║ē║┴”īóÖMŚUē║║Ė╚ļ▒Ōõōā╚Ż¼Å─Č°┐╔ęįĄ├ĄĮ║Ė³cłį╣╠Ż¼ĘĆČ©ąį║═ÅŖČ╚śOĖ▀Ą─Ė▀ŲĘ┘|õōĖ±░ÕĪŻ ÖCąĄē║║Ėā׳cŻ║╩ų╣ż║ĖĮėĄ─ĘĮ╩ĮŠ═╩Ū░čŽ╚į┌¤ß▄ł▒Ōõō╔Žø_┐ūŻ¼╚╗║¾īóÖMŚUĘ┼╚ļ┐ūųą³c║ĖŻ¼ÖMŚU┼c▒ŌõōĢ■┤µį┌┐šŽČŻ¼Č°Ūę▓╗┐╔─▄├┐éĆĮėė|³cČ╝▀Mąą║ĖĮėŻ¼ę“┤╦║ĖĮė▓╗└╬╣╠Ż¼ÅŖČ╚ėą╦∙ĮĄĄ═ĪŻ
3.ŪąĖŅ
Ė∙ō■õōĖ±¢┼░Õ╔Ņ╗»łDųąĄ─│▀┤ńŻ¼ÖCąĄē║║Ė║¾Ą─š¹ēKõōĖ±░ÕĒÜ▀MąąÖCąĄŪąĖŅĪŻŪąĖŅĢrć└Ė±┐žųŲ│▀┤ńš`▓Ņ▓óė╔īŻśI┘|Öz╚╦åTī”ęčŪąĖŅĄ─õōĖ±░Õ▀Mąą│ķśėÖz▓ķŻ¼▓╗║ŽĖ±Ą─õōĖ±░Õīó▀Mąąųžą┬ŪąĖŅ┐žųŲ│▀┤ńš`▓Ņ▓óė╔īŻśI┘|Öz╚╦åTī”ęčŪąĖŅĄ─õōĖ±░Õ▀Mąą│ķśėÖz▓ķŻ¼▓╗║ŽĖ±Ą─õōĖ±░Õīó▀Mąąųžą┬ŪąĖŅĪŻ
4.Č╦░Õ
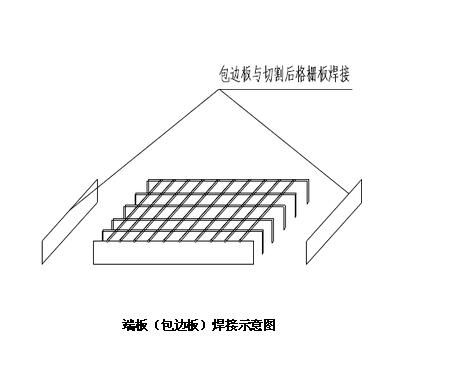
Ż©░³▀ģ░ÕŻ®║ĖĮė Č╦░Õ┼cõōĖ±░ÕųąĄ─▒Ōõō▓─┘|ą═╠¢ŽÓ═¼Ż¼▓╔ė├╚╦╣ż║ĖĮėĄ─ĘĮĘ©▀Mąą║ĖĮėĪŻ║ĖĮėĢrŪÕ│²õōĖ±░Õ╝░Č╦░Õ▒Ē├µ╔ŽĄ─ė═╬█╝░╬█Øn║¾ĘĮ┐╔▀Mąą║ĖĮėŻ¼║Ė┐p×ķå╬├µĮŪ║Ė┐pĪŻõōĖ±░ÕųąĄ─├┐Śl▒ŌõōČ╝ąĶ┼cČ╦░Õ▀Mąą║ĖĮėĪŻ║ĖĮė═Ļ│╔║¾æ¬ī”║Ė┐p▒Ē├µ▀Mąą│²į³▓ó┤“─źŻ¼▒ŻūC║Ė┐pį┌¤ßÕāõ\╣żą“ųą─▄ē“═Ļ╚½ĮY║ŽĪŻ
Č╦░ÕŻ©░³▀ģ░ÕŻ®║ĖĮė╩ŠęŌłD
5.¤ßÕāõ\
į┌Õāõ\╣żą“▀MąąŪ░æ¬ī”õōĖ±░Õą┬õō▓─▒Ē├µ╠Ä└ĒŻ¼æ¬▀xō±ÖCąĄ│²õP(ćŖ╔░ĪóÆü═ĶĄ╚)Ż¼╩╣õōĖ±░Õ▒Ē├µŪÕØŹČ╚▀_ĄĮISO 85O1Ī¬1 Sa 2.5╝ēŻ¼ŽÓ«öė┌GB 8923 Sa 2Ż«5╝ēĪŻ╦³Ą─╬─ūųČ©┴x×ķŻ║Ī░õōĖ±░ÕĮø▀^ÖCąĄ│²õP║¾Ż¼▒Ē├µ¤oė═Īó¤oõPŻ¼¤oč§╗»Ųż╝░Ųõ╦¹Ą─╬█╬’Ż¼╗“āH┴¶▌p╬óĄ─║██EŻ╗ 95ŻźõōĖ±░Õ▒Ē├µ╩▄ĄĮõō═Ķ(╔░)ø_ō¶Ż¼┬Č│÷Įī┘Ą─╣ŌØ╔ĪŻ¤ßÕāõ\ų„ę¬═©▀^ļŖ╗»īWįŁę“└ĒüĒ▀MąąĘ└Ė»Ż¼ę“┤╦▒žĒÜ▒ŻūCõ\Ę█┼cõōĖ±░ÕĄ─│õĘųĮėė|Ż¼«a╔·ļŖśOļŖ╬╗▓ŅŻ¼╦∙ęįõōĖ±░Õ▒Ē├µ╠Ä└Ē║▄ųžę¬ĪŻ Õāõ\║¾Ą─ŲĮŠ∙õ\īėųž┴┐▓╗ąĪė┌460┐╦/ŲĮ├ūŻ¼Õāõ\║¾┘|┴┐╝░ę¬Ū¾æ¬Ę¹║ŽGB/T13912ęÄČ©ĪŻ
6.░³čb╝░▀\▌ö
Įø▀^╔Ž╩÷┴„│╠║¾Ż¼õōĖ±░ÕĄ─╝ė╣żųŲū„Š═ęčĮø╗∙▒Š═Ļ│╔┴╦ĪŻų«║¾┼c╩®╣ż¼Fł÷╣▄└Ē╚╦åT┬ōŽĄŻ¼▓óė╔╩®╣ż¼Fł÷╣▄└Ē╚╦åT╠ß╣®žø┴Žå╬Ż¼ÅSā╚Ė∙ō■žø┴Žå╬ųąĄ─Ė±¢┼░ÕęÄĖ±ĪóöĄ┴┐╝░╣®žø╚šŲ┌▀Mąąī”ęč╝ė╣ż║├Ą─õōĖ±░Õ▀Mąą░³čbĪóčb▄ć▓ó▀\▌öĪŻ
ę╗░ŃŪķørŽ┬Ż¼õōĖ±¢┼░ÕĄ─░³čbęį└”×ķå╬╬╗Ż¼├┐└”30ēKõōĖ±¢┼░ÕĪŻ├┐└”õōĖ±¢┼░ÕĄ─ųž┴┐┤¾╝s×ķ2ćŹū¾ėęĪŻ õōĖ±¢┼░Õ┤“░³ų«║¾ė├▓µ▄ć▀Mąąčb▄ćĪŻ
õōĖ±¢┼░Õ╣ż╦ćįöĮŌłD
░▓čb┐©Š▀łD


Copyright 2013 (░▓ŲĮ┐hŠ░Ē×Įī┘ĮzŠWųŲŲĘėąŽ▐╣½╦Š) ░µÖÓ╦∙ėą All rights reserved éõ░Ė╠¢Ż║╝ĮICPéõ16005441╠¢-1
░▓ŲĮ┐hŠ░Ē×õōĖ±░ÕÅSīŻśI╔·«a¤ßÕāõ\õōĖ±░ÕĪóÅ═║ŽõōĖ±░ÕĪó╦«£Ž╔w░ÕĪóśŪ╠▌╠ż▓Į░ÕĄ╚ĮzŠW«aŲĘ ╝╝ągų¦│ų įŲ╠ņ┐Ų╝╝ ![]()
![]()
