░▓ŲĮ┐hŠ░Ē×õōĖ±░ÕÅS
╚½ć°Ę■䚤ߊĆ
15297651112






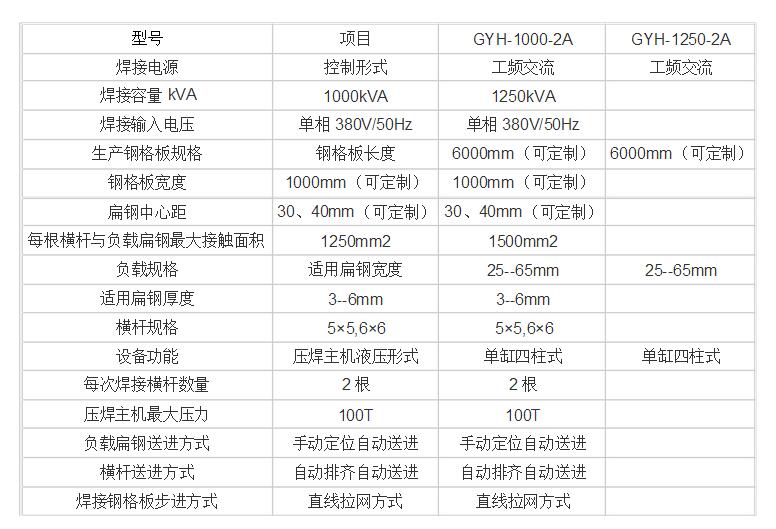
GYH-1000-2AŻ¼GYH-1250-2Aą═õōĖ±░Õē║║ĖÖC
õōĖ±░Õē║║ĖÖCąį─▄╠ž³cŻ║
║ĖĮėļŖį┤▓╔ė├å╬ŽÓĮ╗┴„ļŖį┤▌ö╚ļŻ¼Į╗┴„▌ö│÷ĘĮ╩ĮĪŻįOéõė╔▒Ōõō╔Ž┴Žčbų├Īóē║║Ėų„ÖCĪó┬ķ╗©õō┬õ┴Žčbų├Īó└ŁŠWÖCśŗĪóę║ē║šŠĪó┐žųŲŽĄĮyĪóÜŌäėŽĄĮyĪó╦«└õ╗ž┬Ę╝░─Š╩ߥ╚ĮM│╔ĪŻ║ĖĮėūāą╬╩ųäėš{╣Øūįäė│Cš²Ż╗║ĖĮėģóöĄ┐ŲČÓČ╬įOČ©Ż¼Ė„ĘNģóöĄ═©▀^ė|├■Ų┴ųŪ─▄╗»įOČ©Ż¼▓ó┤µā”į┌PLC┐žųŲŽĄĮyųąŻ╗┐žųŲ▓┘ū„┼_Š▀ėą╩ųäė║═ūįäėā╔ĘNĘĮ╩Į▀xō±Ż╗┐žųŲ╣±Š▀ėąę╗┤╬ļŖ┴„ĪóļŖē║’@╩Š╣”─▄ĪŻ
õōĖ±░Õē║║ĖÖCģóöĄŻ║
õōĖ±░Õē║║ĖÖC┘|┴┐“×╩šś╦£╩Ż║
1.▒žĒÜ░┤╔·«a╚╬äšå╬╔·«aĘ¹║Žę¬Ū¾Ą─┤¾Ų¼ĪŻ
2.░┤╔·«a╚╬äšå╬Öz▓ķ╦∙ė├▒ŌĶFŻ¼┬ķ╗©äéĄ─ķLīÆ║±ų▒ÅĮ│▀┤ńĪŻ 3.┐vŽ“ÅØŪ·æ¬▓╗┤¾ė┌ŲõķLČ╚Ą─1/200(Ēś▒ŌĶFĘĮŽ“)ĪŻ
4.ÖMŽ“ÅØŪ·æ¬▓╗┤¾ė┌ŲõķLČ╚Ą─1/100(ĒśÖMŚUĘĮŽ“)ĪŻ
5.ÖMŚUķgŠÓæ¬į┌╚╬ęŌ1500mmķLČ╚ā╚ā╔ÖMŚUķgŠÓį╩įSŲ½▓Ņ×ķĪ└5mmĪŻ
6.╚╬ęŌā╔Ė∙ųąķgĄ─Ų¼ī”ĮŪŠĆŽÓĄ╚Ż¼į╩įSŲ½▓ŅĪ└2mmĪŻ
7.║ĖĮė┘|┴┐:╦∙ėąē║║ĖĄ─«aŲĘ▓╗Ą├ėą┬®║ĖŻ¼╠ō║ĖŻ¼Õe║ĖĄ╚¼FŽ¾ĪŻ
ÖMŚUąŻų▒
1.ķLČ╚│▀┤ńŻ║╣½ĘQ│▀┤ńį╩įSŲ½▓ŅĪ└1mmĪŻ
2.ŲĮų▒Č╚Ż║▓╗│¼▀^2mmĪŻ
3.ÖMŚUā╔Č╦▓╗į╩įSėą├½┤╠ĪóÅØŅ^Ą╚ĪŻ
ŪąĖŅ
1.ķLČ╚╣½ĘQ│▀┤ńį╩įSŲ½▓ŅĪ└1mmĪŻ
2.ī”ĮŪŠĆŻ║└Ēšō│▀┤ńĪ└4mmĪŻ
3ŪąĖŅā╔Č╦▓╗į╩įSėąė░Ēæų▒Įė║ĖĮėĄ─’w▀ģŻ¼├½┤╠Ą╚ĪŻ
Č■▒Ż║Ė║ĖĮė│╔ą═╣żą“
1.ķLČ╚│▀┤ńį╩įSŲ½▓Ņ×ķ0~ŻŁ5mmŻ©Ēś▒ŌĶFĘĮŽ“Ż®ĪŻ īÆČ╚│÷ÅSį╩įSŲ½▓Ņ×ķĪ└5mmŻ©ĒśÖMŚUĘĮŽ“Ż®ĪŻ
2Ż«ÖMŚUā╔Č╦Š∙▓╗─▄│¼▀^õōĖ±░Õā╔é╚├µ═ŌČ╦0.5mmĪŻ 3.║Ė┐p║═║Ė³cꬊ∙ä“├└ė^ĪŻ

Copyright 2013 (░▓ŲĮ┐hŠ░Ē×Įī┘ĮzŠWųŲŲĘėąŽ▐╣½╦Š) ░µÖÓ╦∙ėą All rights reserved éõ░Ė╠¢Ż║╝ĮICPéõ16005441╠¢-1
░▓ŲĮ┐hŠ░Ē×õōĖ±░ÕÅSīŻśI╔·«a¤ßÕāõ\õōĖ±░ÕĪóÅ═║ŽõōĖ±░ÕĪó╦«£Ž╔w░ÕĪóśŪ╠▌╠ż▓Į░ÕĄ╚ĮzŠW«aŲĘ ╝╝ągų¦│ų įŲ╠ņ┐Ų╝╝ ![]()
![]()
